
- East Industries limited Ltd.
- Italy Piston Motors TDY Series Bosch Rexroth Gear Pump PGH series Bosch Rexroth External Gear Pumps AZPG series
Home> Company News> Service life of hydraulic pump
- Address4 Pemimpin Drive #03-09, Lip Hing Industrial Building Singapore 576147
- Factory Address4 Pemimpin Drive #03-09, Lip Hing Industrial Building Singapore 576147
- Worktime9:00-18:00
- Phone(Working Time)0065-81416102
Service life of hydraulic pump
2018-08-30 15:25:12There are many factors that affect the service life of hydraulic pumps, besides the design and manufacture factors of pumps themselves.
The selection of pump components (such as coupling, oil filter, etc.) and the operation during commissioning are also related.East Industries limited Ltd put forward his own understanding of this.
1. Analysis of related components:
1.1 coupling
1) selection of coupling
Hydraulic pump drive shaft can not bear radial force and axial force, so it is not allowed to install pulleys, gears, sprockets directly at the end of the shaft. Usually coupling drive shaft and pump drive shaft. If the coaxiality between the pump and the coupling exceeds the standard due to manufacturing reasons, and there is a deviation in assembly, then the centrifugal force increases with the increase of the pump speed to increase the deformation of the coupling, and the deformation increases the centrifugal force, resulting in a vicious cycle, resulting in vibration and noise, thereby affecting
The service life of the pump. In addition, if the coupling pin is loose, it is not fastened in time, and the rubber ring is not worn in time.
Replacement and other influencing factors.
2) assembly requirements for coupling
The coaxiality error of the two axles of the rigid coupling is less than 0.05 mm; the coaxiality error of the two axles of the elastic coupling is less than 0.1 mm; the angle error of the two axles is less than 1 degree; and the distance between the driving shaft and the pump end should be kept 5-10 mm.
1.2 hydraulic tank
1) selection of hydraulic tank.
The main function of the hydraulic tank in the hydraulic system is to store oil, dissipate heat, separate the air contained in the oil and eliminate foam. The fuel tank should first consider its capacity, and the general mobile device takes 2~3 times the maximum flow of the pump.
The fixed equipment should be 3-4 times as high as that of the fixed equipment. Secondly, the oil level of the tank should not be lower than the lowest oil level when all the hydraulic cylinders of the system are extended, and the oil level should not be higher than the highest oil level when the cylinder is retracted. Finally, considering the structure of the tank, the separator in the traditional tank can not precipitate dirt and should be installed along the longitudinal axis of the tank. Install a vertical baffle between one end of the baffle and the end plate of the tank, leaving space between the two sides of the baffle to make space connectivity, hydraulic pump inlet and outlet are arranged on both sides of the disconnected end baffle, so that the distance between the inlet and return of oil is the farthest, hydraulic tank more play a role in heat dissipation.
2) installation of hydraulic tank.
According to the installation position, it can be divided into upper, side and lower ones. The hydraulic pump and other devices are installed on the upper cover plate with better stiffness in the upper fuel tank, which has the compact structure and the widest application. In addition, the heat dissipation fin can be cast on the oil tank shell to enhance the heat dissipation effect, that is, to improve the service life of the hydraulic pump. Side-mounted fuel tank is to install hydraulic pumps and other devices beside the tank, although the area is large, but the installation and maintenance are very convenient, usually used when the system flow and tank capacity is large, especially when one fuel tank to a number of hydraulic pumps used. Because the oil level of the side tank is higher than that of the hydraulic pump, it has better oil absorption effect.
Hydraulic pump is placed under the oil tank, not only easy to install and maintain, but also greatly improve the suction capacity of hydraulic pump.
1.3 oil filter
1) selection of oil filters
The influence of pollutants with a diameter of less than 10 micron on the pump is not obvious, but the service life of the pump is obviously affected when the diameter is greater than 10 micron, especially when the diameter is more than 40 micron. Solid contaminated particles in hydraulic oil can easily aggravate the wear and tear on the surface of relative moving parts in the pump, so it is necessary to install oil filters to reduce oil contamination. Filtration accuracy requirements: axial piston pump is 10~15 m, vane pump is 25 m, gear pump is 40 m. The pollution wear of pump can be controlled within the allowable range. At present, the high-precision oil filter is used widely, which can greatly extend the service life of the hydraulic pump.
2) installation of oil filters
The following 3 situations can be divided as follows: (1) the oil absorption circuit filter is simple in structure, and its function is to prevent larger oil absorption.
In the particulate pollutant suction pump, low precision filter element is usually used, and the highest filtration precision is not more than 30-50 micron. In order to facilitate maintenance, the oil filter should be installed on the top or side of the tank, and its flow capacity should be more than twice the maximum flow rate of the hydraulic pump, in order to prevent the pump from emptying.
(2) Pressure oil filter is installed in the downstream pressure pipeline of the hydraulic pump to deliver clean pressure oil to the hydraulic system, usually
Select high-precision oil filter, filter accuracy is 3-20 micron, its flow capacity should not be less than the maximum flow of pressure oil;
(3) High-precision oil filters are usually used to filter the contaminants from the outside invading system and system after the oil filter is installed in the main oil return pipe. According to the recent pollution control system theory, the oil in the tank should reach a certain level of cleanliness, and in order to prevent the filter plug caused by excessive pressure before and after the filter should be installed filter plug transmitter, so as to replace the filter in time.
1.4 heat exchanger
The working temperature of the hydraulic system is 15~80 degrees centigrade and the best temperature is 25~55 C. Working hours of hydraulic system
Inevitably, mechanical loss, pressure loss and volumetric loss will be generated. All these losses will be turned into heat.
Except that part of the heat is emitted into the surrounding space through the tank and pipeline, most of the heat makes the tank temperature rise. If the oil temperature is too high, the oil will deteriorate and asphalt and other impurities will be precipitated, the viscosity of the oil will decrease, the leakage inside and outside the hydraulic pump will increase, the lubricity of the oil will be poor, the oil film will be easily damaged, the wear of the relative sliding parts in the pump will be aggravated, and the service life of the pump will be greatly shortened. The cooler is divided into air cooling, water cooling and ice cooling. On the contrary, if the oil temperature is too low, the viscosity of the oil increases, friction resistance increases, hydraulic pump start-up, oil absorption is difficult, affecting the use of the pump. The oil should be heated to above 15 C before starting the pump in the area below 0 C, and then the hydraulic pump should be started when the temperature of each part rises to above 15 C. Therefore, a heater should be installed at the bottom of the tank to ensure that the oil is always immersed in the tank.
Below the surface.
Two. Matters needing attention in operation and operation:
1) pre operation
1. Whether the installation of the hydraulic pump is accurate and reliable, whether the screw is tightened, and whether the coupling installation meets the requirements;
2. Is the pump body filled with oil?
3. Is the steering of the pump consistent with the inlet and outlet?
(4) whether the safety valve of the hydraulic system is adjusted to the specified pressure value.
2) operation
Start-up can not be rapid full-speed start, should be unloaded in the system before starting the prime mover switch several times before continuous no-load operation, the purpose is to clean the air in the pipeline as far as possible, no abnormal operation 1-2 minutes after loading gradually, no abnormal vibration, noise and leakage during the loading process, otherwise immediately shut down. Check and analyze and troubleshoot.
3) after operation.
If the pump long-term need not be pumped out of the oil, and then filled with low acid value of the oil, exposed processing surface coated with rust-proof oil, the oil nozzle with a screw plug sealed to prevent dirt into. From the above comprehensive analysis, it can be seen that the service life of hydraulic pump is determined by the damage and wear degree of its own internal parts, but the damage and wear degree of its internal parts are directly affected by the use of its external components, so reasonable selection of relevant external components of hydraulic pump, correct operation and use of hydraulic pump can greatly improve the life of the pump.
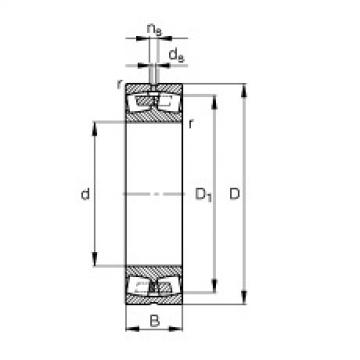 Bearing 24896-MB FAG
Bearing 24896-MB FAG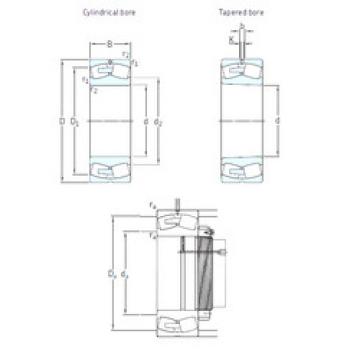 Bearing 24892CAK30MA/W20 SKF
Bearing 24892CAK30MA/W20 SKF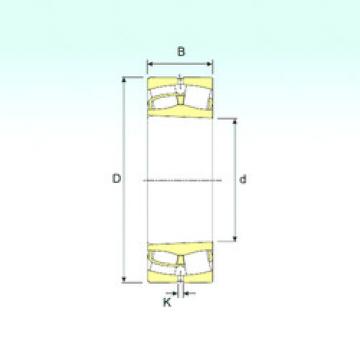 Bearing 249/1060 K ISB
Bearing 249/1060 K ISB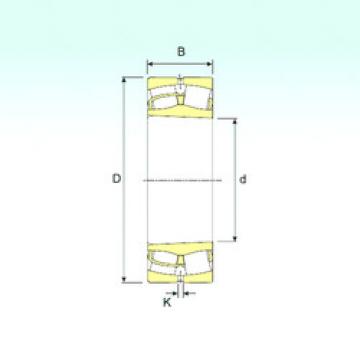 Bearing 249/1180 K ISB
Bearing 249/1180 K ISB Bearing 249/1180 NTN
Bearing 249/1180 NTN